

Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
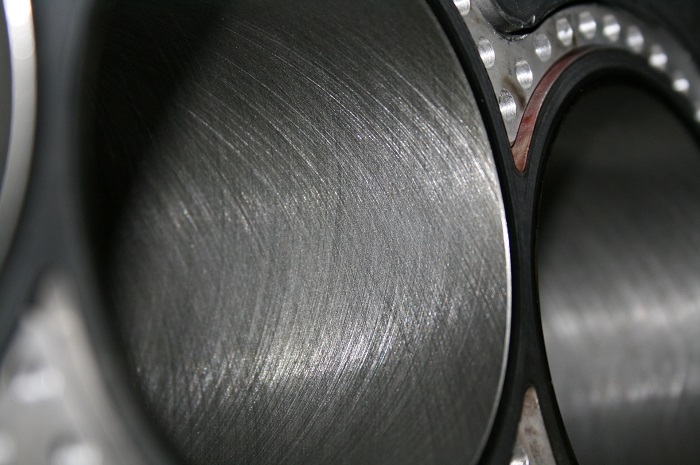
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
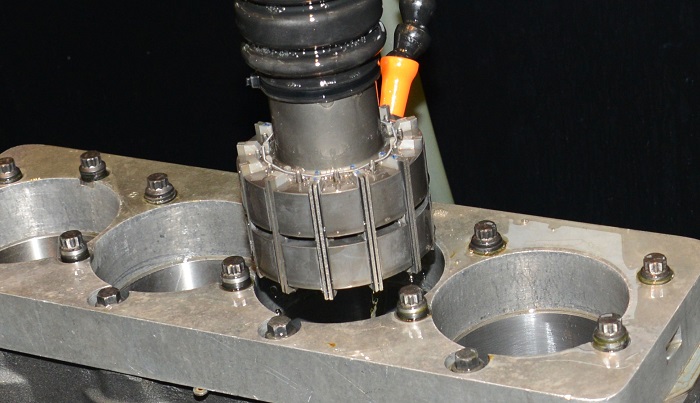
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.

После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
- NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.


Сопоставление хонингования серого чугуна с хонингованием алюминия
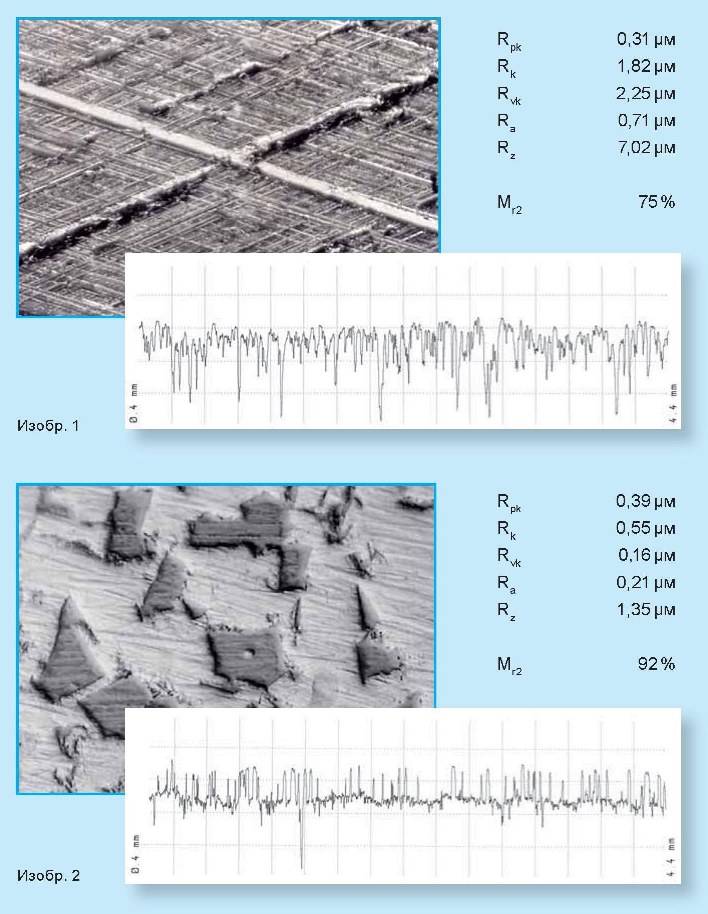
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Важно!
Для получения безукоризненных результатов при хонинговании ALUSIL следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Указание
Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры «Хонингование блоков цилиндров из серого чугуна».
У ALUSIL-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.